Eksplosionssvejsning - hvad det er og hvordan det bruges
 Meget ofte i processen med at designe strukturer står ingeniører over for problemet med materialevalg - de materialer, der er ideelle til at udføre nogle strukturelle funktioner, har ikke de nødvendige egenskaber til at opfylde andre operationelle krav. For eksempel kan et materiale have god korrosionsbestandighed, elektrisk ledningsevne og termisk ledningsevne, men utilstrækkelig hårdhed eller slidstyrke. Materialer fremstillet ved eksplosionssvejsning.
Meget ofte i processen med at designe strukturer står ingeniører over for problemet med materialevalg - de materialer, der er ideelle til at udføre nogle strukturelle funktioner, har ikke de nødvendige egenskaber til at opfylde andre operationelle krav. For eksempel kan et materiale have god korrosionsbestandighed, elektrisk ledningsevne og termisk ledningsevne, men utilstrækkelig hårdhed eller slidstyrke. Materialer fremstillet ved eksplosionssvejsning.
Eksplosiv svejsning som en mulig teknologisk proces blev opdaget under Anden Verdenskrig, da fragmenter af granater svejset med andre metalgenstande blev fundet efter eksplosionen af bomber. I begyndelsen af 1960'erne udviklede DuPont en praktisk eksplosiv svejseproces og patenterede den i USA.
Siden da har eksplosionssvejseteknologien udviklet sig hurtigt og anvendes på mange områder, lige fra produktion af bimetaller til olieindustrien til forseglede samlinger i elektronik.Dele opnået ved eksplosionssvejsning gjorde det muligt at nå den tidligere uopnåelige grænse for produktets levetid - op til 30 år.
Processen med eksplosionssvejsning er ved første øjekast ret enkel. Metallerne, der skal sammenføjes, skal placeres tæt sammen med et lille mellemrum. Det eksplosive lag er jævnt fordelt over toppladen. Den resulterende sandwichstruktur brister, og et nyt strukturelt materiale dannes.
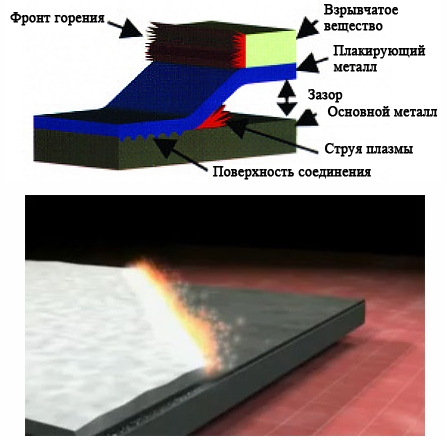
Eksplosionssvejseproces
Fra to separate og ofte helt forskellige materialer kan en enkelt svejset metalsammensætning opnås. Bimetal plade de kan derefter videreforarbejdes (f.eks. valsning) til brug i forskellige produkter. Tykkelsen af beklædningslaget påført basismetallet kan variere fra flere tiendedele af en millimeter til flere titusinder af centimeter.
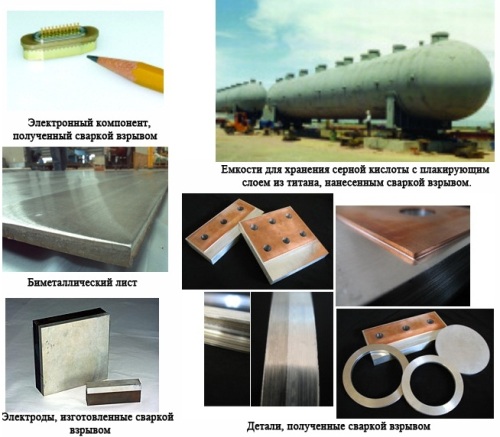
Eksempler på produkter opnået ved eksplosiv svejsning
Efter svejsning kræves der som regel en udretning af den resulterende samling, som udføres på ruller eller på en presse. Kontroloperationer følger — mekaniske tests og ultralydstest af svejsesømmen.
Mejseltest af den svejste samling viser, at bruddet ikke opstår langs svejsningen.
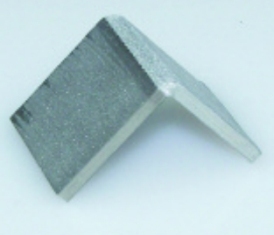
En svejset prøve af rustfrit stål og aluminium udsættes for en bøjningstest. Bruddet opstod i aluminiumet, ikke svejsningen
I virkeligheden er processen dog meget mere kompliceret. For at opnå en højkvalitetsforbindelse uden delaminering er omhyggelig kontrol af en række teknologiske parametre nødvendig, og produktionen af højkvalitetskompositter kræver betydelig erfaring i denne sag.
Det mest almindelige svejsesprængstof er igdanit (en blanding af ammoniumnitrat og kulbrintebrændstof, oftest diesel).
Mængden af sprængstoffer kan variere meget, men de fleste svejseoperationer udføres med sprængstoffer, der vejer 10 ... 1000 kg. Naturligvis kan sådant farligt arbejde ikke udføres i et normalt produktionssvejseværksted. Sprængsvejsning bør udføres af autoriserede og erfarne ingeniører væk fra personers placering. Forholdsregler i forbindelse med sprængning og opbevaring af eksplosivstoffer bør anvendes.
Under svejseprocessen genereres en meget stor kraft i den zone, hvor eksplosivstoffet udsættes for, som kan nå flere hundrede tusinde tons. Overfladeatomlagene af hvert af de materialer, der forbindes, udsættes for plasmastrålen. Plasmaet inducerer dannelsen af en metallisk binding, hvor metallerne er adskilt fra hinanden af valenselektroner.
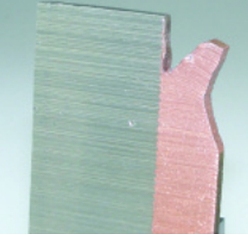
På et mere makroskopisk niveau fremstår den svejsede samling som en bølget linje langs eksplosionsretningen. Bølgeformationens "amplitude" afhænger af detonationsvinklen og -hastigheden. I ekstreme tilfælde kan den være så stor, at den resulterer i uønskede hulrum under bølgetoppene. Detonationsvinklen er normalt mindre end 30 grader.
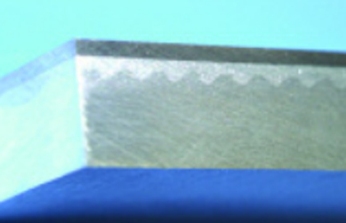
På dette billede er den bølgede karakter af bindingen mellem to metaller tydeligt synlig.
Eksplosionssvejsning har en lang række materialer, der skal sammenføjes. I nogle tilfælde kan kvaliteten af den sammensatte svejsning forbedres ved at lægge et tyndt mellemlag mellem to forskellige lag. Sandwicher af fire eller flere lag metal er heller ikke ualmindeligt.Det samlede antal mulige kombinationer af bimetaller er ifølge eksperter mere end 260 muligheder.
Brugen af bimetaller opnået ved eksplosionssvejsning kan øge levetiden betydeligt og øge pålideligheden af termisk, støberi, petroleumsudstyr, varmevekslere og beholdere i den kemiske industri. Stål-aluminium-kompositter bruges til fremstilling af elektroder.
Svejste bimetalliske plader kan bruges som overgangselementer ved samling af strukturer af forskellige metaller. Belægninger til foringer lavet af ædle metaller kan betydeligt reducere omkostningerne ved dele, der tidligere er lavet udelukkende af dyre materialer, mens de ikke forringes, og nogle gange endda får meget højere tekniske egenskaber.
Eksplosive svejsede strukturer bruges med succes i konstruktionen af marine strukturer, fordi de kan reducere eller fuldstændigt eliminere elektrokemisk korrosion i havmiljøet. Tynde lag af afskærmningsmaterialer påført ved denne svejsemetode beskytter rumfartøjer mod stråling.