Beregninger af elforbruget
 Tre hovedtilgange bruges i udviklingen af energiforbrugsstandarder: eksperimentel, beregningsanalytisk og statistisk.
Tre hovedtilgange bruges i udviklingen af energiforbrugsstandarder: eksperimentel, beregningsanalytisk og statistisk.
En erfaren måde kræver målinger af elforbrug for hver operation i de tilstande af den teknologiske proces, der er specificeret af reglerne. Elforbruget pr. produktionsenhed bestemmes ved at lægge driftsomkostningerne sammen.
Denne tilgang kræver brug af et stort antal måleanordninger og betydelige arbejdsomkostninger. For at opnå pålidelige resultater for hver operation er det nødvendigt at udføre et stort antal målinger og statistisk behandling af resultaterne, samt at sammenligne de opnåede data med omkostningerne ved stedet, værkstedet, produktionen. Derfor er denne metode primært anvendelig til at bestemme individuelle standarder i et specifikt produktionsmiljø.
Beregningsanalytisk metode involverer bestemmelse af elforbrugshastigheden ved beregning - i henhold til pasdataene for det teknologiske udstyr, under hensyntagen til graden af dets belastning, driftstilstande og andre faktorer. For generelle produktionsstandarder skal der også tages hensyn til strøm- og driftstilstande for alt hjælpeudstyr (ventilation, vandforsyning og kloakering, elektrisk belysning, reparationsbehov osv.).
Elforbrugernes driftsformer tages i betragtning ved hjælp af forskellige koefficienter (tænding, opladning osv.), hvis empiriske udvælgelse og tilfældige karakter fører til betydelige fejl. Element-for-element-beregningen af sættet af energiforbrugskomponenter gør metoden ekstremt tidskrævende.
Statistisk rationeringsmetode baseret på statistisk behandling af data om generelle og specifikke omkostninger i en vis periode og identifikation af faktorer, der påvirker deres ændring. Beregninger foretages i henhold til aflæsninger af elmålere og produktoutputdata. Denne metode er den mindst tidskrævende, pålidelige og udbredte i praksis med rationering af energiforbrug. Lad os se på de praktiske metoder til dens gennemførelse.
Det specifikke forbrug af el beregnes for et særligt anlæg — et produktionssted, et værksted eller en separat energikrævende enhed, der har sin "egen" tæller ved indgangen. Organiseringen af elmåling er en forudsætning for en effektiv regulering.
Et teknisk system til måling af elektricitet falder ofte ikke sammen med den administrative opdeling af virksomheden på grund af kompleksiteten og forgreningen af strømforsyningssystemerne. Ved ansættelse af administrative enheder, der foretager rationering, skal de derfor tilknyttes regnskabsenhederne.
For det kontrollerede objekt skelnes hovedtyperne af produkter, hvis produktionsvolumen kan beregnes for et skift, en dag eller for en cyklus af udstyrsdrift. Derfor tages aflæsningerne af elmålerne på skift, dagligt eller for hver arbejdscyklus.
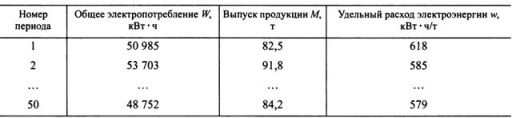
For at beregne de karakteristiske indikatorer er det nødvendigt med en forberedende fase til indsamling af statistiske data - mindst 50 perioder. Tabel 1 viser et eksempel på den indledende datarepræsentation. Ved afslutningen af hvert tidsinterval registreres anlæggets samlede elforbrug (pr. meter) og produktionsoutput. I den sidste kolonne indtastes værdierne for specifikt elforbrug, opnået ved formlen w = W / M, hvor W er det faktiske elforbrug til produktion af produkter i mængden af M (mængden kan måles i forskellige enheder).
Afsnit. 1.
Det faktiske specifikke elforbrug i forskellige tidsperioder er ikke det samme, hvilket skyldes den forskellige belastning af det valgte objekt, driftsformer, sammensætning af råmaterialer og andre faktorer.Hvis alle disse forhold er ens, så er værdierne af enhedsomkostninger tæt i forskellige perioder, deres fordeling bør være normal (gaussisk). I dette tilfælde kan du få den gennemsnitlige værdi af elforbruget for en række perioder og bruge det som standard.
Det skal bemærkes, at fordelingen af eksperimentelle data kun er normal (gaussisk) i tilfælde af de samme betingelser for den teknologiske proces og de samme parametre for det fremstillede produkt. Ganske ofte følger dataene ikke en normalfordeling på grund af to faktorer.
For det første kan der være en ændring i parametrene for produkter, råmaterialer eller udstyrs driftstilstande. For eksempel har stålkvaliteten og profilen af det valsede metal stor indflydelse på energiforbruget (rulning af armeringen bestemmer det specifikke energiforbrug på 180 kWh, rustfrit stål med samme diameter - 540 kWh). I disse tilfælde bør overvågningen tilrettelægges på en sådan måde, at der opnås det nødvendige antal målinger fra homogene produkter.
For det andet forklares overtrædelsen af normalfordelingen af teknologiske egenskaber, som i dette tilfælde manifesteres af afvigelser fra teknologien, afviste og savnede kvaliteter (for eksempel er smeltens volumen betydeligt mindre end den nominelle). Det er disse sager, den ansvarlige teknolog skal identificere og handle på. Afvigelsen af fordelingen fra normalen definerer et bestemt område, der bestemmer de mulige mængder af energibesparelser gennem organisatoriske foranstaltninger.
For at opnå rimelige normer er det nødvendigt at kontrollere overensstemmelsen af den statistiske lov om fordelingen af det specifikke elforbrug med den normale (gaussiske) fordeling. Du kan bruge test efter kriterium χ2... Hvis den opnåede værdi af kriteriet overstiger den teoretiske værdi, bør hypotesen om overensstemmelsen mellem den statistiske fordeling og normalen forkastes.
Dette betyder, at det ud fra de opnåede data er umuligt at beregne en enkelt hastighed for elforbrug pr. produktionsenhed, så skal de opdeles i henhold til de karakteristiske teknologiske tilstande, beregne for hver hastighed af energiforbruget, eller bestemme den statistiske afhængighed af det specifikke forbrug ved påvirkningsfaktorerne w = f (x1, x2, x3), hvor produktionsmængder kan fungere som faktorer x1, x2, x3, temperatur, forarbejdningshastighed mv.
Hvis kontrollen bekræfter, at fordelingen af enhedsomkostninger er tæt på normalen, kan elforbrugssatsen bestemmes ud fra disse data. Til overvågning er det mest bekvemt at indstille det område, inden for hvilket det specifikke energiforbrug skal ligge.
Området bestemmes enklest af middelflowhastigheden og standardafvigelsen. σ... Kort sagt kan den nedre grænse for området antages lig med wmin = wWed — 1,5σ, og den øverste — wmax = wcp + 1,5σ... Ifølge regel 10 — 20% af den specifikke elektricitet forbrug modtaget under reelle produktionsforhold, overstiger det specificerede interval, hvilket skyldes fejl fra arbejdere, overtrædelser af regimet, afvigelser i produktkvalitet mv.Teknologipersonale bør være opmærksomme på sådanne tilfælde og træffe foranstaltninger.
Vi understreger, at de normer, der opnås ved enhver af disse metoder, kun afspejler energiforbruget til produktion af produkter i den virksomhed, hvor de opnås, og ikke kan udvides til hverken industrien som helhed eller til en anden virksomhed. Dette skyldes de individuelle egenskaber for hver virksomhed som et komplekst system af teknologisk type.
Eksempelvis blev den teknologiske standard for valseproduktion eksperimentelt bestemt afhængigt af metaltemperatur, valsehastighed, kalibrering, lejefriktion, teknologiske tab mv. skærehastighed og bearbejdningstid Disse resultater kan dog ikke overføres til alle værktøjsmaskiner, selv inden for et enkelt anlæg, fordi der i praksis er mange typer bearbejdede dele og bearbejdningstilstande.
Og hvordan bruger du disse opnåede hastigheder for hver detalje? Det er umuligt at placere en elmåler i nærheden af maskinen og sammenligne forbruget af hver del med standarden. Generalisering af standarderne, under hensyntagen til antallet og rækken af producerede dele, vil føre til en stor fejl på grund af manglende evne til at tage hensyn til alle faktorer på arbejde.
Ved hjælp af den beregningsmæssige og analytiske metode er det også umuligt at gå fra data om den nominelle effekt af individuelle elektriske modtagere under hensyntagen til alle mulige teknologiske tilstande, typer af produkter, kvalitet af råmaterialer til elforbrug for et værksted eller en virksomhed for en måned, et kvartal, et år.
Det er umuligt at opnå den anslåede værdi af virksomhedens energiforbrug ved at opsummere forskellige specifikke normer for hele produktsortimentet. For at gøre dette er det nødvendigt at planlægge på forhånd ikke kun den samlede mængde af produkter, der vil blive frigivet i den næste måned (kvartal, år), men også at opdele det nøjagtigt efter mærker, karakteristika for behandlingstilstande og mange andre faktorer. Dette var umuligt under betingelserne for en planøkonomi og endnu mere nu.
Det er umuligt at sammenligne forskellige virksomheder og i henhold til de udvidede standarder for hele anlægget selv med tætte teknologiske cyklusser. I 1985, i jernmetallurgivirksomheder, tog det specifikke elforbrug på 1 ton valsede produkter værdier fra 36,5 til 2222,0 kW • h / t med et industrigennemsnit på 115,5 kW * h / t; for konverterstål — fra 13,7 til 54,0 kW • h/t med et industrigennemsnit på 32,3 kW • h/t.
En så betydelig spredning forklares af forskellen i teknologiske, organisatoriske og sociale faktorer for hver produktion, og det er klart, at den gennemsnitlige branchenorm ikke kan udvides til alle virksomheder. Samtidig kan virksomheden ikke anses for ineffektiv, hvis den overstiger branchegennemsnittet.
Reduceret produktion, ufuldstændig og uregelmæssig udnyttelse af udstyr fører til højere enhedsomkostninger, hvilket yderligere udvider datagabet. Derfor kan industriens gennemsnitlige elforbrug under nutidens forhold hverken bruges til at forudsige energiforbruget eller til at estimere energibesparelser.