Elektriske drev til CNC-maskiner
 Moderne multifunktionelle metalskæremaskiner og industrirobotter er udstyret med multimotor elektriske drev, der bevæger udøvende organer langs flere koordinatakser (fig. 1).
Moderne multifunktionelle metalskæremaskiner og industrirobotter er udstyret med multimotor elektriske drev, der bevæger udøvende organer langs flere koordinatakser (fig. 1).
Styring af driften af en CNC-maskine udføres ved hjælp af standardsystemer, der genererer kommandoer i overensstemmelse med et program defineret i digital form. Skabelsen af højtydende mikrocontrollere og single-chip mikrocomputere, som udgør den programmerbare CPU-kerne, gjorde det muligt med deres hjælp automatisk at udføre mange geometriske og teknologiske operationer, samt at udføre direkte digital kontrol af det elektriske drivsystem og elektro-automatisering.
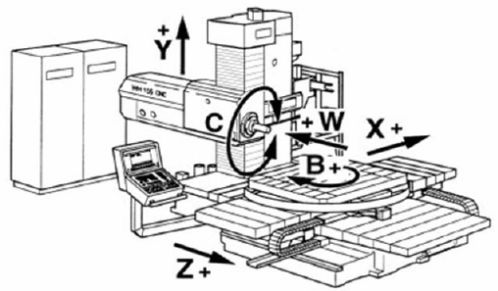
Ris. 1. Drive system af CNC fræsemaskine
Typer af elektriske drev til CNC-maskiner og krav til dem
Processen med at skære metal udføres ved gensidig bevægelse af den del, der skal behandles, og bladet på skæreværktøjet.Elektriske drev er en del af metalskæremaskiner, som er designet til at udføre og regulere metalbearbejdningsprocesser gennem et CNC-system.
Ved bearbejdning er det sædvanligt at adskille de hovedbevægelser, der giver kontrollerede skæreprocesser under den gensidige bevægelse af værktøjet og emnet, samt hjælpebevægelser, der letter den automatiske betjening af udstyret (tilkørsel og tilbagetrækning af overvågningsværktøjer, skift af værktøj og etc.).
De vigtigste omfatter hovedskæringsbevægelsen, som har den højeste hastighed og kraft, hvilket giver] den nødvendige skærekraft, samt fremføringsbevægelsen, som er nødvendig for at bevæge arbejdslegemet langs en rumlig bane med en given hastighed. For at opnå overfladen af produktet med en given form fortæller maskinens arbejdslegemer arbejdsemnet og værktøjet om at flytte den ønskede bane med en indstillet hastighed og kraft. Elektriske drev giver rotations- og translationsbevægelser til arbejdslegemerne, hvis kombinationer gennem maskinernes kinematiske struktur giver de nødvendige gensidige forskydninger.
Formålet og typen af metalbearbejdningsmaskine afhænger i høj grad af formen på den fremstillede del (krop, aksel, skive). En multifunktionsmaskines evne til at generere de værktøjs- og emnebevægelser, der kræves under bearbejdning, bestemmes af antallet af koordinatakser og derfor af antallet af indbyrdes forbundne elektriske drev og strukturen af styresystemet.
I øjeblikket udføres drev hovedsageligt på grundlag af pålidelige AC-motorer med frekvensstyringudføres af digitale regulatorer.Forskellige typer elektriske drev implementeres ved hjælp af typiske industrielle moduler (fig. 2).
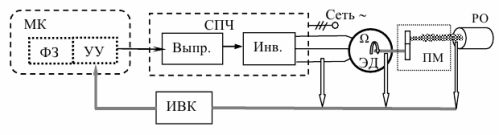
Ris. 2. Typisk funktionsdiagram af et elektrisk drev
Minimumssammensætningen af de elektriske drivblokke består af følgende funktionelle blokke:
-
executive elektrisk motor (ED);
-
frekvensstrømomformer (HRC), som konverterer den elektriske strøm fra det industrielle netværk til en trefaset motorforsyningsspænding med den nødvendige amplitude og frekvens;
-
en mikrocontroller (MC), der udfører funktionerne som en kontrolenhed (CU) og en opgavegenerator (FZ).
Den industrielle enhed af strømfrekvensomformeren indeholder en ensretter og en effektomformer, der genererer en sinusformet spænding med de nødvendige parametre bestemt af signalerne fra styreenheden ved hjælp af mikroprocessorstyring af output PWM-omskifteren.
Algoritmen til at styre driften af det elektriske drev implementeres af mikrocontrolleren ved at generere kommandoer opnået som et resultat af sammenligning af signalerne fra opgavegeneratoren og data modtaget fra informationscomputerkomplekset (IVC) baseret på behandling og analyse af signaler fra et sæt fra sensorer.
Det elektriske drivmotordrev i de fleste applikationer indeholder en induktionselektrisk motor med en egern-burrotorvikling og en gearkasse som den mekaniske transmission af rotation til maskinspindelen. Gearkassen er ofte designet som en gearkasse med elektromekanisk fjerngearskifte.Hovedbevægelsens elektriske drev giver den nødvendige skærekraft ved en bestemt omdrejningshastighed, og derfor er formålet med hastighedsregulering at opretholde konstant effekt.
Det nødvendige område af rotationshastighedskontrol afhænger af diametrene af de forarbejdede produkter, deres materialer og mange andre faktorer. I moderne automatiserede CNC-maskiner udfører hoveddrevet komplekse funktioner relateret til gevindskæring, bearbejdning af dele med forskellige diametre og meget mere. Dette fører til behovet for at levere et meget stort udvalg af hastighedskontrol samt brugen af et reversibelt drev. I multifunktionsmaskiner kan det nødvendige omdrejningshastighedsområde være tusindvis eller mere.
Der kræves også meget store hastighedsområder i foderautomater. Så ved konturfræsning bør du teoretisk have et uendeligt hastighedsområde, da minimumsværdien har en tendens til nul på nogle punkter. Ofte udføres den hurtige bevægelse af arbejdslegemerne i forarbejdningsområdet også af en feeder, hvilket i høj grad øger området for hastighedsændringer og komplicerer drevstyringssystemerne.
I feedere anvendes synkronmotorer og berøringsfri jævnstrømsmotorer, samt i nogle tilfælde asynkronmotorer. Følgende grundlæggende krav gælder for dem:
-
bred vifte af hastighedsregulering;
-
høj tophastighed;
-
høj overbelastningskapacitet;
-
høj ydeevne under acceleration og deceleration i positioneringstilstand;
-
høj positioneringsnøjagtighed.
Stabiliteten af drevegenskaberne skal garanteres under belastningsvariationer, ændringer i omgivende temperatur, forsyningsspænding og mange andre årsager. Dette lettes af udviklingen af et rationelt adaptivt automatisk kontrolsystem.

Mekanisk del af maskinens drev
Den mekaniske del af drevet kan være en kompleks kinematisk struktur, der indeholder mange dele, der roterer med forskellige hastigheder. Følgende elementer skelnes normalt:
-
rotor af en elektrisk motor, der skaber drejningsmoment (roterende eller bremsning);
-
mekanisk transmission, t, s. et system, der bestemmer arten af bevægelse (rotationel, translationel) og ændrer bevægelseshastigheden (reducer);
-
en arbejdende krop, der omdanner bevægelsesenergien til nyttigt arbejde.
Asynkron drevsporing af metalskæremaskinens hovedbevægelse
Det moderne justerbare elektriske drev af hovedbevægelsen af CNC-metalbearbejdningsmaskiner er hovedsageligt baseret på asynkrone motorer med en burrotorvikling, hvilket er blevet lettet af mange faktorer, blandt hvilke det skal bemærkes forbedringen af den elementære informationsbase og kraftelektronik.
Reguleringen af vekselstrømsmotorernes tilstande udføres ved at ændre frekvensen af forsyningsspændingen ved hjælp af en strømomformer, som sammen med frekvensregulering ændrer andre parametre.
Karakteristikaene for det sporende elektriske drev afhænger i høj grad af effektiviteten af den indbyggede ACS.Brugen af højtydende mikrocontrollere har givet brede muligheder for at organisere elektriske drevstyringssystemer.
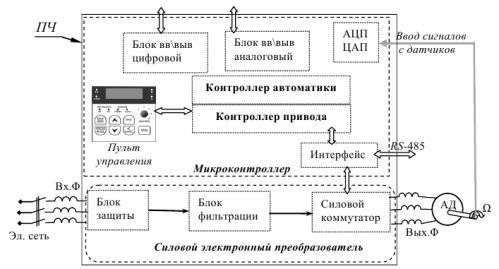
Ris. 3. Typisk styrestruktur for induktionsmotoren ved hjælp af en frekvensomformer
Drevcontrolleren genererer talsekvenser til strømafbryderen, der regulerer driften af den elektriske motor. Automationscontrolleren giver de nødvendige egenskaber i start- og stoptilstande samt automatisk justering og beskyttelse af udstyret.
Hardwaredelen af computersystemet indeholder også: - analog-digital og digital-analog konvertere til indtastning af signaler fra sensorer og styring af deres drift;
-
input- og outputmoduler til analoge og digitale signaler, udstyret med interfaceudstyr og kabelstik;
-
grænsefladeblokke, der udfører intern intermoduldatatransmission og kommunikation med eksternt udstyr.
Et stort antal indstillinger af frekvensomformeren, introduceret af udvikleren, under hensyntagen til de detaljerede data for en bestemt elektrisk motor, giver visse kontrolprocedurer, blandt hvilke det kan bemærkes:
-
hastighedsregulering i flere niveauer,
-
øvre og nedre frekvensgrænse,
-
momentgrænse,
-
bremsning ved at levere jævnstrøm til en af motorfaserne,
-
overbelastningsbeskyttelse, men i tilfælde af overbelastning og overophedning, hvilket giver strømbesparende tilstand.
Drev baseret på kontaktløse DC-motorer
Værktøjsmaskiner stiller høje krav til rækkevidden af hastighedskontrol, linearitet af styreegenskaber og hastighed, da de bestemmer nøjagtigheden af den relative positionering af værktøjet og delen, samt hastigheden af deres bevægelse.
Kraftdrev blev implementeret hovedsageligt på basis af DC-motorer, som havde de nødvendige kontrolegenskaber, men samtidig var tilstedeværelsen af en mekanisk børsteopsamler forbundet med lav pålidelighed, kompleksitet af vedligeholdelse og et højt niveau af elektromagnetisk interferens.
Udviklingen af kraftelektronik og digitale computerteknologier bidrog til deres udskiftning i elektriske drev med kontaktløse jævnstrømsmotorer, hvilket gjorde det muligt at forbedre energiegenskaberne og øge pålideligheden af værktøjsmaskiner. Kontaktløse motorer er dog relativt dyre på grund af kontrolsystemets kompleksitet.
Men princippet om drift af en børsteløs motor er en jævnstrøms elektrisk maskine med en magnetoelektrisk induktor på rotoren og armaturviklinger på statoren. Antallet af statorviklinger og antallet af poler på rotormagneterne vælges afhængigt af motorens krævede egenskaber. At øge dem hjælper med at forbedre køreegenskaber og håndtering, men fører til et mere komplekst motordesign.
Ved kørsel af metalskærende maskiner bruges hovedsageligt en struktur med tre armaturviklinger, lavet i form af flere forbundne sektioner, og et excitationssystem af permanente magneter med flere par poler (fig. 4).
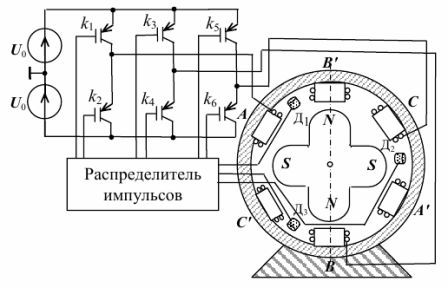
Ris. 4. Funktionsdiagram af en kontaktløs jævnstrømsmotor
Drejningsmomentet dannes på grund af vekselvirkningen mellem de magnetiske fluxer skabt af strømmene i statorviklingerne og rotorens permanente magneter. Den konstante retning af det elektromagnetiske moment sikres ved passende kommutering, der tilføres statorviklingerne med jævnstrøm. Rækkefølgen af tilslutning af statorviklingerne til kilden U udføres ved hjælp af effekthalvlederkontakter, som skiftes under påvirkning af signaler fra impulsfordeleren, når der tilføres spænding fra rotorpositionssensorerne.
I opgaven med at regulere driftstilstandene for det elektriske drev af kontaktløse DC-motorer skelnes der mellem følgende indbyrdes relaterede problemer:
-
udvikling af algoritmer, metoder og midler til at styre en elektromekanisk konverter ved at påvirke fysiske mængder, der er tilgængelige for måling;
-
skabe et automatisk drevkontrolsystem ved hjælp af teorien og metoderne for automatisk styring.
Elektrohydraulisk drev baseret på en stepmotor
I moderne værktøjsmaskiner er fælles elektrohydrauliske drev (EGD) semi-almindelige, hvor diskrete elektriske signaler, der kommer fra et elektronisk CNC-system, omdannes af synkrone elektriske motorer til akselrotation. Drejningsmomentet udviklet under påvirkning af signalerne fra drivcontrolleren (CP) i CNC-systemet fra den elektriske motor (EM) er indgangsværdien for den hydrauliske forstærker, der er forbundet via den mekaniske transmission (MP) til det udøvende organ (IO) af værktøjsmaskinen (fig. 5).

Ris. 5. Funktionsskema for det elektrohydrauliske drev
Den kontrollerede rotation af elektromotorrotoren ved hjælp af inputtransformationen (VP) og den hydrauliske ventil (GR) forårsager rotationen af den hydrauliske motoraksel (GM). For at stabilisere parametrene for den hydrauliske forstærker anvendes normalt intern feedback.
I de elektriske drev af mekanismer med en start-stop karakter af bevægelse eller kontinuerlig bevægelse, har stepmotorer (SM) fundet anvendelse, som er klassificeret som en type synkrone elektriske motorer. Puls-exciterede stepmotorer er bedst egnede til direkte digital kontrol, der bruges i CNC-styring.
Intermitterende (trinvis) bevægelse af rotoren ved en bestemt rotationsvinkel for hver impuls gør det muligt at opnå tilstrækkelig høj positioneringsnøjagtighed med et meget stort hastighedsvariationsområde fra næsten nul.
Når du bruger en stepmotor i et elektrisk drev, styres den af en enhed, der indeholder en logisk controller og en kontakt (fig. 6).

Ris. 6. Trinmotorstyringsanordning
Under påvirkning af nchannel-valgkontrolkommandoen genererer CNC-drevcontrolleren digitale signaler til at styre effekttransistorkontakten, som i den nødvendige rækkefølge forbinder DC-spændingen til statorviklingerne. For at opnå små værdier af vinkelforskydning i et trin α = π / p, placeres en permanent magnet med et stort antal polpar p på rotoren.