Ordninger til automatisering af kontinuerlige transportmekanismer
 Formålet med automatisering af kontinuerlige transportmekanismer er at øge deres produktivitet og pålidelighed. Kravene til automatiseringsniveauet for disse mekanismer bestemmes primært af arten af de funktioner, de udfører.
Formålet med automatisering af kontinuerlige transportmekanismer er at øge deres produktivitet og pålidelighed. Kravene til automatiseringsniveauet for disse mekanismer bestemmes primært af arten af de funktioner, de udfører.
Rulletrapper, passagerelevatorer med flere kabiner og cirkulære passagersvævebaner udfører uafhængige funktioner, derfor er automatiseringen af disse mekanismer hovedsageligt reduceret til den automatiske start og stop af det elektriske drev med begrænsning af acceleration og pludselig bevægelse og tilvejebringelse af de nødvendige beskyttelser og sikringer, der garantere passagerernes sikkerhed. Det skal bemærkes, at for installationer, der transporterer mennesker, er tilstedeværelsen af en person, der kontrollerer driften af installationen, nødvendig. Derfor kan nogle af kontrolfunktionerne tildeles operatøren, hvilket forenkler kredsløbet og øger driftsikkerheden.
For transportører, der udfører en del af funktionerne i den generelle teknologiske produktionsproces, er automatisering underordnet opgaverne i den komplekse automatisering af denne produktion. Transportørinstallationer, der indgår i teknologiske komplekser, kan være komplekse flow-transportsystemer af stor længde. Deres styring og kontrol af sundheden for det mekaniske og elektriske udstyr er koncentreret i kontrolrummet, hvor afsenderen overvåger driften af transportbåndene ved hjælp af lystavler, mnemoniske skemaer og hørbare alarmer. Til operationelle formål, til reparation, eftersyn og justering af individuelle transportbånd, udover den centraliserede, er der også lokal styring tilvejebragt fra konsollen placeret direkte inden for grænserne af drivstationen.
Elementer af transportbåndets styrekredsløb placeret på det lokale kontrolpanel er vist i fig. 1. Ved central styring fra kontrolrummet sker til- og frakobling af gearkassens startkontaktor ved hjælp af henholdsvis relæerne RUV og OBO. Når PR-kontakten flyttes til positionen MU (lokal kontrol), kan drivstationen tændes og slukkes separat ved hjælp af «On»-knapperne. Og "Slukning". PU-kontakten gør det muligt ved at frakoble enheden fra fjernbetjeningen at oprette forbindelse til ekspeditionskontoret via TF-telefonen.
I det generelle tilfælde, afhængigt af arten af den teknologiske proces, skal automatiseringssystemet i et kompleks af transportbånd i en industrivirksomhed udføre ved at tænde og slukke for forskellige transportører i en bestemt rækkefølge i nøje overensstemmelse med produktionsprocessen; at sikre den nødvendige hastighed for transport af varer og om nødvendigt koordinere hastighedsværdierne for forskellige transportører samt teknologisk og nødblokering af udstyr.
Funktionsfejl i udstyret kan føre til afbrydelse af hele den teknologiske proces (transportører) eller fare for menneskeliv (reblinjer, rulletrapper). Derfor anvendes et stort antal sikkerhedslåse i disse installationers automatiseringsordninger. Den mest typiske af dem, på grund af de særlige forhold ved driften af disse mekanismer, udfører følgende funktioner:
1. Overvågning af trækelementets gode tilstand (bælte, reb, kæde) og standsning af installationen i tilfælde af overdreven strækning af trækelementet, svag spænding, afgang fra styreruller, afbøjningstromler og ruller;
2. at standse installationen, når hastigheden stiger for meget;
3. standsning af installationen i tilfælde af langvarig opstart,
4. forebyggelse af tilstopning af tragte på lastoverbelastningsanordninger;
5. at sikre den nødvendige sekvens for at starte og stoppe mekanismerne i det teknologiske kompleks.
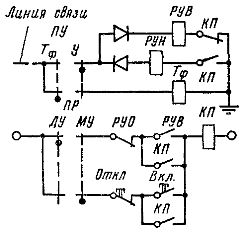
Ris. 1. Styrekredsløbselementer til start og stop af transportøren på det lokale kontrolpanel.
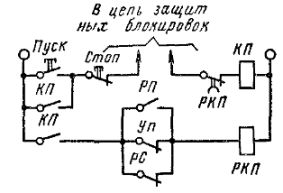
Ris. 2. Skema af styreenheden til start af transportøren.
De første to beskyttelser leveres af endestopkontakter og et hastighedsrelæ.Det skal huskes, at på grund af den mulige glidning af rebet eller remmen på drivremskiven eller tromlen, karakteriserer motorhastigheden endnu ikke trækelementets hastighed, derfor skal hastighedssensorerne registrere trækelementets bevægelse . For at gøre dette er de monteret enten på en støtterulle til transportbånd (normalt på dens omvendte tomgangsgren) eller på en startrulle til rebbaner.
Som hastighedssensor er berøringsfrie induktionssensorer meget brugt, hvor en roterende rotor - en permanent magnet skaber en EMF proportional med hastigheden i en stationær statorvikling. Hvis trækelementet går i stykker, giver hastighedsrelæet et signal om at slukke for det elektriske drev. I mekanismer til transport af mennesker (for eksempel svævebaner) er der desuden inkluderet sikkerhedsanordninger, der forhindrer bilen i at accelerere nedad. Overhastighedsbeskyttelse fungerer på lignende måde og er implementeret med et relæ af centrifugaltypen.
På grund af de store inertimasser og statiske belastninger tager lanceringen af transportbåndene lang tid og er ledsaget af en betydelig opvarmning af motorerne. Overbelastning af transportbånd, lav spænding, nogle typer funktionsfejl i mekanisk og elektrisk udstyr kan føre til en yderligere forsinkelse i opstartsprocessen og som følge heraf til en uacceptabel stigning i motortemperaturen.
Derudover kan overbelastning af bånd- eller rebtransportører få trækelementet til at glide på drivelementet.Samtidig bringer den afsluttede proces med at starte motoren ikke transportøren til driftshastighed, og langvarig glidning fører til beskadigelse af trækelementet, derfor, i alle tilfælde af kontinuerlig start af transportøren i den planlagte tid, vil enheden skal være slukket. Dette gøres automatisk ved hjælp af startkontrolenheden (fig. 2).
Gearkassens startkontaktor omfatter motorstrømkredsen samt RCP-startstyringsrelæet, hvis responstid lidt overstiger den normale starttid. Ved afslutningen af opstartsprocessen brydes RCP-kredsløbet af en kontaktorkontaktor i det sidste accelerationstrin Yn, forudsat at motorstrømmen er faldet til den beregnede værdi, og overbelastningsrelæet RP er slukket; trækelementet har opnået driftshastighed, og computerhastighedsrelæets åbne kontakt er åbnet.
Når forsyningskredsløbet til RKP-relæet er slukket, stopper det timing, og dets kontakt i KP-kredsløbet forbliver lukket. Ved kontinuerlig start forbliver RCP-strømkredsløbet tændt gennem RP-kontakten, når motoren er overbelastet, eller gennem PC-kontakten, når drivelementet glider. Når RCP-forsinkelsestiden er udløbet, fungerer den, lukker kontaktoren og starten afsluttes.
For at undgå blokeringer af genopladningsanordninger i en båndtransportør med flere sektioner, er en vis rækkefølge for at tænde og slukke dens motorer nødvendig. Ved opstart tændes transportørsektionerne sekventielt, startende fra udløbets ende, i rækkefølgen modsat belastningsstrømmens retning.Ved standsning lukkes transportørsektionerne ned i rækkefølgen af sektioner i belastningsretningen, startende fra hovedbelastningssektionen.
Skiftende tænding af motorerne giver mulighed for samtidig at reducere startstrømmene i forsyningsnettet Det anbefales at udføre en alternativ start af transportbånd afhængigt af trækelementets hastighed. Dette sikrer, at hver efterfølgende sektion tændes, efter at den foregående har nået driftshastighedsniveauet. Standsning af transportører, forudsat at alle sektioner er fuldt aflæsset og blokering af omlæsningscontainere, udføres efter tidsprincippet. I dette tilfælde stoppes belastningen af hovedsektionen først, og tidsforsinkelserne for den alternative nedlukning af sektionerne svarer til den varighed, der kræves for fuldstændig aflæsning af hver sektion. Hvis en af ledningerne afbrydes under drift, skal alle ledningerne foran i belastningsstrømmens retning afbrydes én efter én.
Et skematisk kontroldiagram, der giver de angivne operationer for tre transportbånd, er vist i fig. 3. Starten af transportøren udføres fra det centrale kontrolpanel gennem universalkontakten OP, forudsat at beskyttelseskredsløbet for RGP startklar relæ er lukket. I dette tilfælde, som følger af diagrammet, tændes startkontaktoren for motoren i haleafsnittet KP3 først. Motoren i den anden sektion vil starte, når hastigheden i den tredje sektion når driftsværdien, og hastighedsrelæet PC3 er aktiveret.
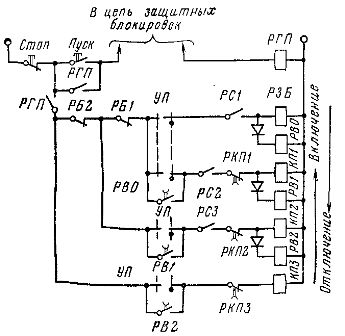
Ris. 3. Kontrolskema for alternativ start af en multi-sektions båndtransportør.
Belastningssektionens motor vil starte efter slutningen af starten af den anden sektion, når hastighedsrelæet PC2 aktiveres og KP1 aktiveres. Til sidst tænder RZB læssetragtrelæet og giver kommandoen til at læsse transportøren.
Nedlukning af motorerne ved hjælp af UE sker i omvendt rækkefølge, men nu som en funktion af tiden. Først lukkes RZB'en ved at beordre læssetragten til at lukke. Derefter, efter tidsforsinkelser, slukker relæerne PB0, PB1 og PB2 KP1, KP2, KPZ og de respektive motorer.
Ordningen giver beskyttelse mod blokering af omfyldningsbeholderne, som slukker for transportsektionerne, der går forud for den overfyldte tragt, samt læssetragten, ved hjælp af kontakterne RB1 og RB2.
Til denne beskyttelse anvendes en materialeniveausensor på elektroden i tragten (fig. 4). Når elektroden er kortsluttet til jord af det transporterede materiale, aktiveres RB-relæet, der er forbundet til udgangen på EC-sensorforstærkeren. Sensorens høje følsomhed (op til 30 mOhm) gør, at den kan bruges til næsten ethvert transporteret materiale.
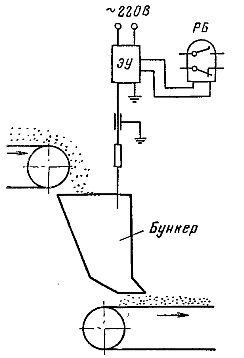
Ris. 4. Elektrodesensor for tragtens belastningsniveau.